Description: War Thunder is a next generation military MMO game dedicated to...


Glass is a very fragile and very dangerous material, so when working with it, you need to be extremely careful and accurate.
However, this process does not require vocational training and can be done at home. The main thing is practice!
Before you start cutting glass (or a mirror), you need to prepare all the necessary tools.
This is a surface treatment on the glass plate to make it reflective. The surface is covered with a solution of tin oxide, the reducing effect of which allows the silver metal to be deposited from the silver nitrate solution. The copper layer is then applied to a film of metallic silver, obtained either by metallic or stepless electrolytic sputtering, which tends to protect it, over time, by oxidation. A layer of lead varnish is then deposited for further chemical protection.
Finally, it is coated with an opaque lacquer that provides mechanical protection to the metal layers. AT last years The use of epoxy paint eliminated copper and formaldehyde and reduced lead, resulting in a more environmentally friendly product.
For work we need:
You also need to take care of the glass itself. It should be at room temperature, dry and clean. To clean the glass from dust, you can use a rag or solution baking soda. This moment is very important, since when working with “dirty” glass, a split can occur not along the notch line, but in another place, and the glass cutter itself fails faster.
As part of industrial processing glass is classified according to its macroscopic physical characteristics. Manufacturing facilities provide flat glass mainly in two main sizes. This distribution format is used for the more expensive semi-finished product. . Due to its high hardness, glass can only be machined with special tools, including grinding wheels.
The cutting of small pieces can be done by hand with special tools, but in general is done by a cutting table, numerically controlled machine, which is a fixed plane, usually velvety and with holes to create an air cushion, which is also called a "pantograph". Above this there is a movable bridge which, through a glass cutter equipped with a wheel of tungsten carbide or tungsten carbide or synthetic diamonds, practices glass engravings depending on the program being run with software called "Optimizer" that when you enter the degree of plates as a stock Promotions, inserting measures to be reduced; optimizer software is implemented to optimize the cut by minimizing friction.
After the glass has been successfully cut, it usually has ridges and nicks that must be removed to prevent cuts or injury.
Glass cut in this way will then be truncated by an employee using a cutting board. During the programming phase, it is recommended to install vertical cuts on the plate so that when opening the goggles it is easier to work on two small areas.
For laminated glass, laminated cutting is performed both on the top of the plate, and on the underside of the top of the same, since they are two glazing combinations, while the polymer film holding the combination of two plates is usually cut with using a knife or By dipping it in ethyl alcohol.
It is best to process the edges of the glass on special machines, however, this operation can be done at home, but this operation must be performed in cotton mittens.
To do this, you need to take an emery bar or an old file. If you use a file, you will need to prepare a small jar of kerosene or turpentine to wet the tool.
Cut glass is a particularly sharp and irregular edge that is eliminated by a grinding operation that removes and levels the edges of the glass in different ways, depending on the desired processing. Boundary strapping is also sometimes done for cost reasons, especially on colored glass, to limit the phenomenon of thermal shock, although this is also the case for slab tempering.
Is a versatile and versatile material that is easy to use with various types of processing. Here are specific methods and technologies that can be used to turn a sheet of material into a valuable product. Cutting can be done in three modes: saw, numerical control and laser cutting.
To process the glass edge at home, you need to perform 2 steps: grinding and polishing.
For this action, you need a drill or a grinder with a speed regulator (glass is polished at a low speed - 1200-1700 rpm), a special attachment with Velcro and grinding wheels with waterproof sandpaper of medium and fine grit.
Saw: Like wood, plexiglass can be cut with common carpentry tools such as circular saws, square and hand routers, allowing vertical and beveled cuts. Laser: This is a very efficient mode in terms of speed and clarity because it is brilliant. Laser technology is also used for marking, that is, a kind of satin coating on the surface of the material, which allows you to create custom decorations.
Solvent ratio: guarantees a strong structure. The adhesive takes 7 minutes to cure and 24 hours to cure; After this time, you can switch to other tasks. Distribution occurs with a syringe or brush. Solvent bonding is highly structural, not aesthetic. In fact, the risk is to get a product that shows spots and bubbles. For this, it is usually used to insert colored plexiglass into pasta.
Work performance technology:
Important! Glass is a very capricious material and is afraid of overheating, so grinding and polishing work should be carried out slowly.
The bonding and drying phases are quickly coupled with photopolymerization, providing aesthetically flawless results, free of bubbles or defects. Processing time is average. Two-component compound: Two-component adhesive is a viscous composition consisting of a monomeric paste. It acts like a real welding of the material, making the connection point invisible and very durable. From a technical point of view, gluing takes place over the head and the edge to be glued is cut with a 3° bevel so that the glue can be inserted into the created shoot.
Straight and complex glass cutting, shape cutting according to Customer's templates, triplex cutting, reinforced glass cutting.
Once the adhesive has been “pulled out”, you can move the product and proceed to remove the material by “dotted” and polishing the edge with special papers and brushes. Folding is the heating of the material on the line and the bending of the plexiglass with corners of different widths. Foldable with ceramic lamp.
Another tool, though considered more artisan, is the heat gun used in the bodywork, ideal for very low thicknesses. The depth of the plate is not only relevant to the use of the aforementioned methods, but is also essential in the preliminary phase of the bending process: each thickness has certain time and temperature parameters that must be observed in order to avoid that the plate has flaws.
Our glass workshop is equipped with BAVELLONI and BOTTERO automatic carving tables, DLF and JUMBO formats, which ensures high speed and cutting accuracy. The use of glass with a size of 6000x3210mm, as well as the built-in cutting optimization program, can significantly reduce the amount of waste, as well as reduce the lead time. All this allows us to provide services for high-quality automatic cutting of the stele in the city of Moscow and the Moscow region for low prices and in a short time. At the request of the Customer, cutting of the Armored glass can be carried out in compliance with the direction of the metal mesh cells.
The time spent inside the oven is highly dependent on the thickness of the material: it is usually 3 times the thickness of the board. Thermoforming produces double curved curves, complex arches and three-dimensional shapes. At the end of the cycle in the oven, the part is molded through special molds to obtain any curves and shapes. Any retraction of the material after the process must be taken into account, so it is advisable to estimate the allowable margin before inserting the plexiglass into the machine. In most cases, the abundance of plexiglass is later cut by cutting machines, obtaining accuracy in tenths.
|  |  |  |
It is a safety glass, on one side of which ceramic paint is applied, and the color of the paint is selected according to the existing RAL scale. The paint is applied by a special apparatus using a roller method for the uniformity of the paint layer. It is possible to apply paint by other methods in the case of small volumes of glass to be painted (for example, with a pulverizer). After that, the glass enters the tempering furnace, where ceramic particles of paint and glass are sintered. The glass itself becomes tempered. The durability of the applied paint coating is such that it is impossible to remove it with sharp metal objects.
Colored glass is used as decorative glass in the facades of buildings and structures, as well as in the composition of double-glazed windows for architectural purposes. When used indoors, stemalite performs the function of safe decorative elements for the construction of partitions and doors, wall panels, and ceiling finishing.
Thermoforming is a complex process due to various elements, which must be taken into account, but can be simplified after a number of applications that have adopted application standards. Engraving allows you to create various geometries and designs, starting with a vector drawing or image. This can be done with a cutter or laser. For getting additional information about marking and laser engraving.
Polishing allows you to get a previously processed surface, completely smooth and free from imperfections. The pass that precedes it, at the base of a good glossy surface of the material, is a good sanding using various types abrasive papers.
| - in the case when finished glasses are used as surfaces with an open edge, it is necessary to give the glass an attractive appearance, make the edge non-sharp and safety. This is possible by polishing the glass edge - the edge is transparent and grinding - matte. Moreover, this must be done when tempering glass - because. microcracks in the raw glass edge without such a procedure will lead to cracking of the glass in the tempering furnace. Edge processing is possible various form- often found trapezoidal (Euroedge), but perhaps the so-called "pencil" - rounded. |
|
Edge finishing options:
There are two polishing methods. Ventilated cotton brushes with special flame polishing test. . Flame burnishing is a machine that has a mixture of flammable liquids in its interior that shines the plexiglass with the help of a flame. This method provides some skill and knowledge on the part of the technical operator.
The various glass processing steps described below are carried out depending on the characteristics required for the finished product. Therefore, it is wrong to think that they must necessarily propaedeutics to each other. The shifting of the plates inside the production halls is achieved through the use of bridge cars with mechanical levers with suction cups.
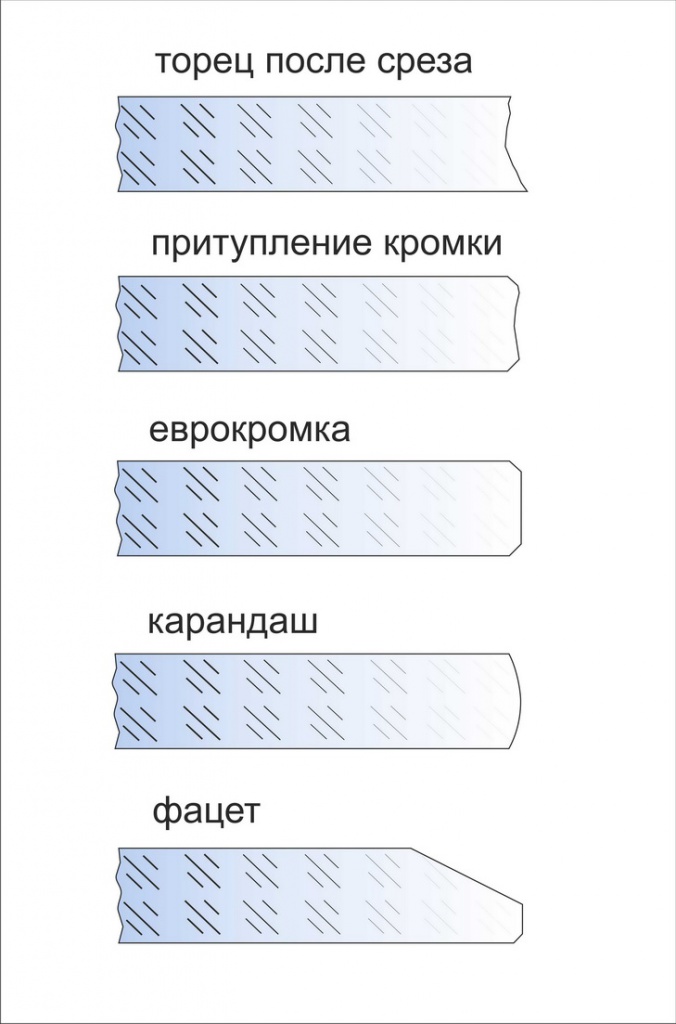 | dulling
- removes the main sharp cutting edges, irregularities of sharp planes after breaking glass. Minimizes chips and cracks. Sanding (euro-edge)
Layered Build PhaseThis heating process followed by passing between two rollers is repeated a second time. After the second pressing, since the laminated glass sheet has an uneven transparency, it is inserted into the autoclave at a temperature of 140 ° C and at a pressure of 9 atmospheres to come out completely transparent. The pressing process is hot to allow air to form between the two plates to increase the volume and pressurize the rollers. Above the floor, a mobile bridge connected to a cogenerator equipped with tungsten carbide or synthetic diamond wheel follows the cutting programming instructions provided by the numerical control software. The engraved plates are piously truncated by an employee. The cutter is equipped with a laser that serves to record the correct positioning of the plates and measure a wooden coin to turn them geometric figures in vector dimensions, which are then processed using the cutting operation software. Polishing (Euroedge)
facet This tool is also capable of optimizing the cutting of inserts to minimize friction. The cutting glass has a particularly sharp and irregular edge, which is eliminated by a grinding operation carried out with CNC machines. This procedure removes and unifies the glass edge different ways depending on the desired finish to obtain: round polished flush with an edge that is rounded and polished and has a high degree processing; polished flat wire, with a polished edge and perpendicular to the surface even if the connection is beveled at a 45° angle; raw wire, which is similar to polished wire, except that the edge is not shiny but opaque and has a lot of roughness. |
Production Capabilities:
|
|
|
|||
|
Possible sizes of products, mm
|
||||
| minimum | maximum | minimum | maximum | |
|
dulling | 100x100 | 2500x1800 | 100x100 | 2300x1100 |
|
Sanded euro edge | 100x100 | 2500x1800 | 100x100 | 2300x1100 |
|
Polished euro edge | 100x100 | 2500x1800 | 100x100 | 2300x1100 |
|
facet | 100x100 | 2500x1800 | 100x100 | 2300x1100 |
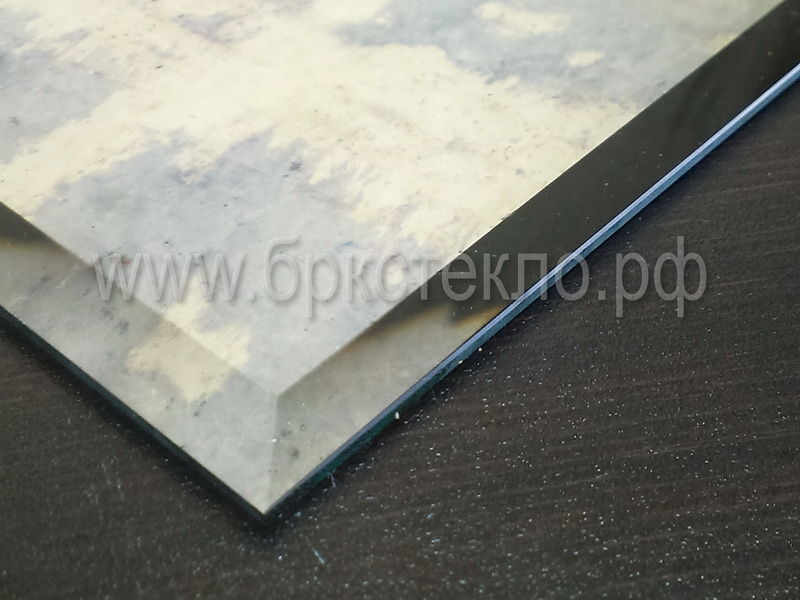
| - removal at a certain angle of the glass edge along the perimeter of the product, while the removed strip can be of different widths - from 5 to 50 mm. Facet is often used for an ordinary mirror or glass - additional facets of the facet allow you to get a finished product that will fit into any interior. Such a facet, which adorns the mirror, gives it and the interior as a whole a solemn look, creating the effect of a brilliant brilliance when light rays hit it. |
|  | |
|
| |||
|
|
|  |
 |  |  |  |
 |
For fixing fittings in the manufacture of glass doors, glass furniture partitions, etc. it is necessary to make holes and cutouts in the glass according to the exact dimensions according to the drawings. Glass before tempering is quite brittle and hard material. It is processed with special cutters and drills with diamond coating. An important role is also played by the machines used, on which the glass is fixed and moved to ensure the accuracy of processing. Often, drilling is done on both sides of the glass for greater productivity. Grinding step on irregularly shaped insertsIn order to achieve the grinding of irregularly shaped slabs, it is necessary to "use a special machine which, running under q continuous jet" water, by means of a mechanical arm to which the drills are connected and the following numerical calculation program is set, Follows the irregular contour of the slab, ensuring the necessary grinding on edge. During the working phase, a mechanical lever is installed to change the types of milling as needed. Glass can be drilled with a CNC vector machine containing a diamond-tipped drill arm, cooled by a jet of "continuous water moving along" the x-axis, while the long slab is the y-axis. |
The quality of the edges of drilled holes and cutouts affects the subsequent safe operation of glass sheets.
|
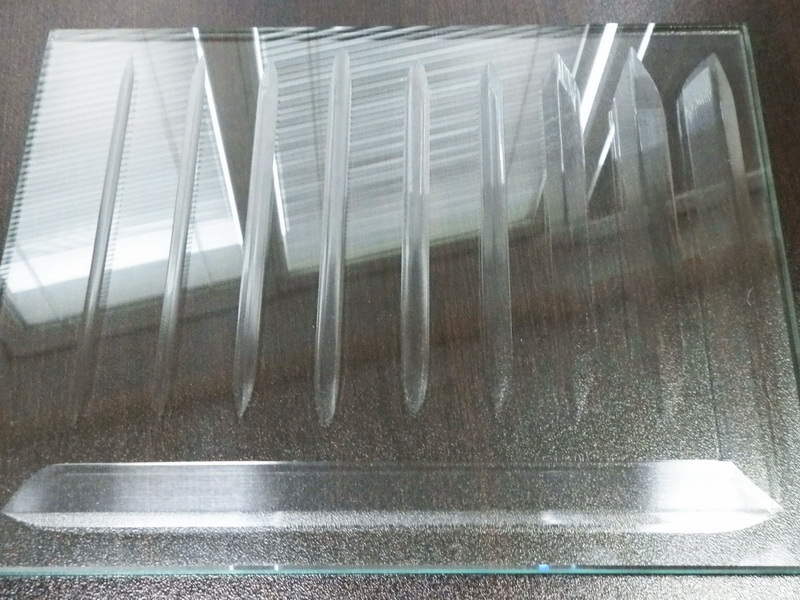
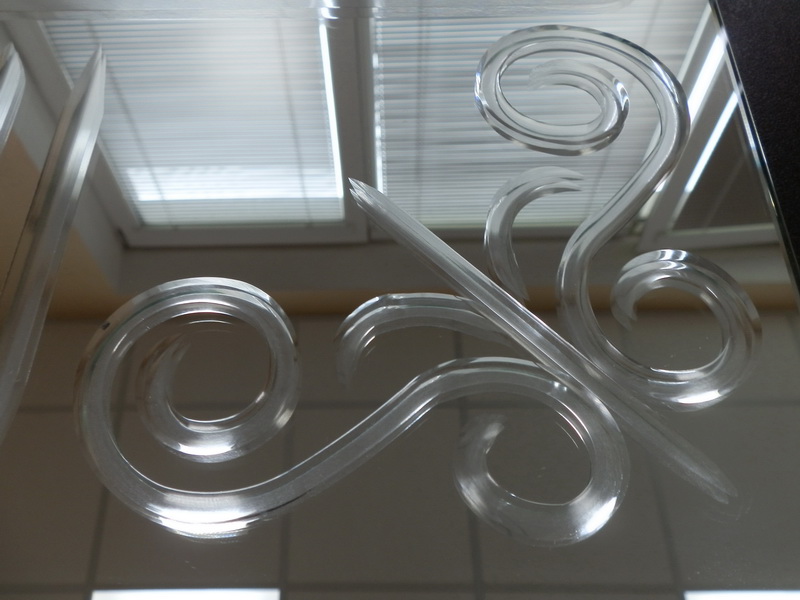
Drawing equal depressions on glass using a sample of a trihedral or round section. This process takes place by milling on a computer-controlled engraving machine. A special diamond wheel removes a layer of up to 2-3 mm from the glass surface, leaving polished or ground edges of the pattern line. The shape of the cutter can be U-shaped or V-shaped. We use the Italian high-speed engraving center BAVELLONI KAM-102, which processes both colorless, frosted, tinted glass, and different kinds mirrors. Drawing, ornament is chosen by you or from our catalog. Engraving allows you to teach the depth and volume of lines, which will favorably emphasize the individuality of your product. |
|  |
The cost of the product depends on the selected glass, on which the engraving will be performed, as well as the preparatory work of AVTOCAD and on the number of running meters of the lines of the drawing, ornament. Thickness of processed glass: 4-19 mm Size of processed glass: from 120x120mm to 1570x2800mm
Execution examples engraving
 |  |  |
|  |
Possible options for engraving on various glasses
 |  |  |  |
Engraving of glass, mirrors with filling lines with decorative paint
 |  |  |  |
Example of mirror engraving with different color paints
 |  |
The process of rapid heating and subsequent rapid cooling of glass to a high temperature in a special furnace. Glass gets new physical properties- becomes dozens of times more durable, more resistant to damage, perfectly cope with high loads and temperature changes, have increased bending strength. An important advantage of tempered glass is its safety - when the glass breaks, medium-sized non-cutting fragments are formed. Such glass is often used in areas where safety is an important factor - in the production of glass partitions, showers, stair railings and for furniture elements. The maximum size of tempered glass is 5000 x 2400 mm.
Matting (sandblasting method) - processing glass with a pressure of high pressure of compressed air containing quartz sand of a certain fraction, due to which glass particles are knocked out of the surface layer, creating the effect of matte opacity. Increasing the size of the sand particles and the processing time makes it possible to achieve a deep relief pattern in the plane of the glass. Unlike engraving, it is possible to obtain a realistic drawing, since sandblasting is possible with a higher resolution. The illuminated pattern made in this way creates an indescribable effect of a luminous halo at the place of glass processing.
 |  |  |  |
One of the directions in the development of ecodesign is the use of natural materials - glass, clay, wood, stone. The feeling of unity with wildlife can be enhanced by using fresh flowers, real grass, living walls made of plants, as well as embedding terrariums, aquariums, cages with birds - real representatives of wildlife into the premises.
 |
| It is not always possible to find the right size aquarium - especially when individual design rooms of a bedroom, hall, living room or when an aquarium of huge size is required - from 1000 liters or more. In these cases, it is possible to make the design of the aquarium individually, taking into account the wishes for the configuration of the structure and the features of the room. Exclusive aquariums are usually made of silicate glass, since large volumes of water place heavy loads on the glass and acrylic glass is most often not possible. In special cases, glass is tempered for strength and safety. Glass is glued together with high-strength special sealants at the place where the aquarium is installed. |
 |  |  |  |
Implementation of a 2500 liter aquarium project with tempered glass side windows.The specificity of this aquarium project is the complex (non-rectangular) shape of the product (see the diagram) and the use as one of the walls of a double-glazed window with tempered glass- providing thermal protection from lower temperatures in the vestibule. The volume of this aquarium is about 2500 liters and the use of acrylic glass, which is so popular now (due to lower cost), is unacceptable due to the huge loads of such an amount of water. The completeness of the structure of the aquarium, assembled on a welded frame, is given by the finishing of the lower part with stemalite - black-painted safety glass using high-quality fittings for easy removal of glass panels and maintenance of aquarium equipment |
|||
 |  |  |  |
|
UV-gluing is the use of an unusual adhesive that polymerizes under the influence of ultraviolet rays and gives a special strength to the connection. It is not for nothing that objects connected by this method are actively used in interior and exterior decoration. A good example is glass TV stands. It is a mistake to think that they have a massive appearance. TV stands made in this way have visual lightness. The mounting technique itself is also interesting. Glue is applied along the edges of the glass, and then the parts are firmly connected, eliminating further peeling. It's all about the glue. Due to its molecular composition, it is able to penetrate into the smallest pores of the material. This method helps to fasten small fragments. Looks great just stands with UV gluing. |  |
Description: War Thunder is a next generation military MMO game dedicated to...

"Titan Siege" is a large-scale online game on the theme of Scandinavian and ancient Greek...

Being an avid lover of German tank looks, I spent a lot of time...