Există o mare varietate de helminți în natură. Atacă orice organism viu....

Auto Autoși regiune, dar una dintre cele mai eficiente și mai economice metode este considerată a fi efectuarea acestei game de lucrări pe o mașină specială - o masă de tăiere automată. Astfel de unități de producție sunt adaptate pentru a tăia semifabricate chiar și după modele foarte complexe. Coordonarea actiunilor mecanismului este asigurata prin intermediul sistemelor computerizate de tip NC, capabile sa transmita un numar mare de comenzi precise, sincronizate si secventiale catre diverse componente ale masinii intr-o perioada scurta de timp. Un cod de program special este generat în computer și de acolo este transferat la sistemul de control al mesei - prin conectarea unui dispozitiv de stocare detașabil la mașină sau în timp real printr-o rețea locală.
Unele tipuri de mașini conturează doar conturul pentru tăiere, iar ruperea efectivă se face manual. Modelele mai moderne pot efectua tăierea complet automată a oglinzilor și a sticlei. Cel mai adesea procesul arată astfel:
Capul de tăiere, cu o viteză de 200 de mișcări pe minut, zgârie foaia după un model programat.
Sticla este transferată cu atenție cu ajutorul unui transportor pe masă, unde secțiunile în exces ale piesei de prelucrat sunt separate de-a lungul conturului zgârieturilor.
Uneori poate fi necesar să tăiați ambele părți. Acest lucru este necesar, de exemplu, la prelucrarea sticlei laminate pe ambele părți, când este imposibil să tăiați piesa de prelucrat de-a lungul unei tăieturi efectuate doar pe una dintre suprafețe. În timpul procedurii, elementul de tăiere se deplasează pe ambele părți ale lamei într-un singur model, fie sincron, fie alternativ. După aplicarea modelului de contur, foaia este mai întâi ruptă, iar apoi filmul de laminare este ars.
Cele mai comune modele de mese automate de taiere sunt realizate din tevi metalice sudate acoperite cu vopsea anticoroziva si email colorat. Suprafața mesei este echipată cu un strat de pâslă, care protejează sticla de deteriorare și crește semnificativ eficiența pernei de aer. Pentru a crea o astfel de pernă între foaie și suprafața de lucru, în designul mașinii este prevăzut un ventilator puternic. Un strat dens de aer înmoaie frecarea și simplifică manipulările pentru a schimba poziția piesei de prelucrat pe masă.
CU echipament bun Munca operatorului se rezumă la încărcarea materialului de prelucrat pe masă, setarea parametrilor de tăiere și apăsarea butonului de pornire.
). În timpul funcționării, rigla este apăsată strâns pe sticlă, iar tăietorul de sticlă este apăsat strâns pe riglă. Vibrația sculei în timpul tăierii o face rapid inutilizabilă.
Cuțitorul de sticlă cu diamant este luat cu degetul mare și cu degetul arătător astfel încât acestea să fie amplasate la ciocan. Apăsați ușor tăietorul de sticlă (aproximativ ca un creion), înclinați unealta și tăiați paharul. Instalarea corectă a tăietorului de sticlă și forța de presiune asupra acestuia este confirmată de un semn uniform lăsat pe sticlă sub forma unei linii subțiri, incolore, curate. La tăierea sticlei, diamantul ar trebui să producă un sunet uniform, cu un trosnet caracteristic, indicând că diamantul taie suprafața sticlei la o adâncime foarte mică, egală cu zecimi de milimetru. Acest semn poate fi văzut numai după spargerea sticlei printr-o lupă. O zgârietură largă și praf alb de sticlă indică faptul că unealta nu este instalată corect în raport cu sticla sau este presată prea tare. Pe măsură ce marginea diamantului devine plictisitoare, presiunea crește treptat.
Înainte de a ajunge la marginea sticlei cu 3-5 mm, forța de presiune este redusă pentru a preveni desprinderea sculei de pe sticlă și astfel să nu se deterioreze muchia de tăiere a diamantului de pe marginea sticlei sau un obiect dur pe care sticla minte. Nu tăiați în mod repetat pe aceeași linie, nu expuneți cristalul de diamant la impact, nu depozitați tăietorul de sticlă fără carcasă sau nu tăiați sticla umedă și murdară. Partea instrumentului cu semnul trebuie să fie adiacentă riglei. Cuțitorul de sticlă cu rolă este ținut perpendicular pe planul sticlei dintre degetul mare și mijlociu sau degetul mare, mijlociu și inelar, apăsând de sus cu degetul arătător. În timpul lucrului, acest tăietor de sticlă lasă o linie de tăiere albă.
Sticla este spartă cel mai adesea pe marginea mesei pe care se efectuează tăierea. Blatul mesei trebuie să fie nivelat. Este o idee bună să puneți niște material pe ea. După tăierea cu un tăietor de sticlă, sticla este mutată pe marginea mesei (Fig. 111, a). Cu o mână apasă paharul de masă, iar cu cealaltă apăsează capătul agățat și îl sparg. Dacă sticla se rupe cu dificultate, atingeți linia tăiată de jos cu un instrument până când apare o fisură. (Aceste cerințe sunt aceleași pentru ambele tăietoare de sticlă.) Așa se rup piesele mari, bucățile mici sunt rupte cu un tăietor de sticlă, apucând sticla cu fante sau clești (Fig. 111, b, c).
Când lucrați cu o unealtă ascuțită, este suficient să ridicați ușor sticla din laterale împotriva liniei de tăiere, iar sticla se rupe.
Tăierea rațională a sticlei. Tăierea incorectă are ca rezultat un număr mare de resturi inutilizabile. Să ne uităm la două exemple.
Exemplul 1. Dintr-o foaie de sticlă de 1200x600 mm, trebuie să tăiați sticlă de 500x300 mm. Cu tăierea rațională se obțin patru pahare de dimensiunea necesară cu un rest de 200 mm lățime și 600 mm lungime (Fig. 112, a). În acest caz, este necesar să trasați o linie cu o lungime totală de 2200 mm folosind un tăietor de sticlă. Cu tăierea irațională (Fig. 112, b), obținem și patru pahare de dimensiunea specificată, cu un rest de 100 mm lățime și 1200 mm lungime. În acest caz, este necesar să trasați o linie de tăiere cu o lungime totală de 2700 mm, adică cu 500 mm mai mult.
Exemplul 2. Dintr-o foaie de sticlă care măsoară 1200x800 mm, este necesară tăierea sticlei de 700 mm lungime și 300 mm lățime. ÎN în acest caz, poti obtine trei pahare de 700x300 mm cu doua garnituri de 200 mm latime, sau doua pahare de aceeasi dimensiune si unul de 800x500 mm cu o garnitura de 200 mm latime.
Sticla pentru ferestre sau uși ar trebui să se suprapună cu 3/4 din lățime. Astfel, între marginea geamului și înălțimea feșurii trebuie să existe un spațiu de cel puțin 2 mm. De exemplu, dacă distanța dintre laturile înalte ale pliurilor este de 1000 mm în lungime și 700 mm în lățime, sticla pentru inserare ar trebui să aibă o lungime de 996-997 și o lățime de 696-697 mm (Fig. 112, c. ).
Acest lucru este necesar pentru ca sticla introdusă să se potrivească liber în spațiul dintre laturile înalte ale pliurilor, iar în cazul în care lemnul se udă și se umflă, astfel încât acesta din urmă să nu exercite presiune asupra sticlei, ceea ce duce la despicarea acesteia.
Când geam geamurile și ușile, trebuie mai întâi să tăiați complet geamul care urmează să fie introdus, să curățați pliurile de praf și murdărie, să pregătiți chit și apoi să treceți la introducerea sticlei, fixându-l și acoperind-o cu chit.
Sticla este tăiată la dimensiunile specificate cu marcaje și stivuirea lor în rafturi. Achiziționarea sticlei și pregătirea chiturilor, de regulă, ar trebui să fie efectuate central în ateliere, iar sticla trebuie furnizată pe șantier la dimensiunile necesare, complet cu material de etanșare, materiale de etanșare, precum și materiale de instalare și fixare.
Sticla preparată în containere asamblate pentru o anumită instalație - o clădire sau o secțiune a unei clădiri rezidențiale - este furnizată central pe șantier.
Tăierea sticlei trebuie făcută rațional, astfel încât să existe cât mai puține deșeuri - bucăți și sticlă spartă.
La tăierea sticlei, trebuie luat în considerare faptul că dimensiunea sticlei în lățime și lungime trebuie să fie cu 4-6 mm mai mică decât dimensiunea dintre marginile interioare ale feșurii, adică pe fiecare parte cu 2-3 mm. Acest lucru este necesar pentru ca sticla să poată fi introdusă cu ușurință în legătură și, în plus, pentru ca atunci când lemnul legăturii se umflă, sticla să nu se micșoreze și să nu se spargă.
Legăturile metalice se micșorează la temperaturi scăzute ale aerului, iar un spațiu de 2-3 mm între sticlă și pliu va preveni, de asemenea, spargerea sticlei.
Înainte de tăiere, sticla trebuie curățată de praf, murdărie și fără bule, neregularități și crăpături. Nu puteți tăia sticla rece și umedă, trebuie să o încălziți, să o ștergeți și apoi să începeți să tăiați.
Înainte de începerea tăierii, sticla este luată din cutie și așezată pe masă cu ajutorul unui dispozitiv de aspirare.
Sticla este tăiată cu diamant (Fig. 169, O) și rola (Fig. 169, b) tăietor de sticlă din aliaje dure. Datorită rezistenței mari a cristalului, un tăietor de sticlă cu diamant taie mai bine și durează mai mult. Pentru taiere de calitate sticla și funcționarea pe termen lung a unui tăietor de sticlă cu diamant, este necesar să tăiați sticla pe un loc curat și uscat, sticlă mată și ondulată - pe o suprafață netedă. Sticla umedă și murdară tocește tăietorul de sticlă, așa că zona de tăiere trebuie curățată cu o cârpă uscată. În mod obișnuit, sticla umedă, prăfuită și murdară este șters pe ambele părți și așezat înainte de tăiere la uscat. Trebuie să tăiați sticla după o riglă sau un șablon, asigurându-vă că le apăsați ferm pe sticlă fără a vă mișca. Rigla pentru tăierea sticlei trebuie să fie netedă, strict dreaptă și să aibă o grosime de aproximativ 8-10 mm.
Când tăiați, tăietorul de sticlă se ține astfel: luați-l cu mâna dreaptă, țineți ciocanul cu degetul mare și arătător, apoi puneți tăietorul de sticlă în locul tăieturii. La tăiere, tăietorul de sticlă este instalat vertical sau cu o ușoară înclinare față de planul de tăiere a sticlei, iar forța de tăiere ar trebui să fie mică. Înclinarea necesară a tăietorului de sticlă față de planul de sticlă este determinată prin tăieturi experimentale, de probă. Când tăietorul de sticlă este instalat corect pe planul de sticlă și se aplică presiunea necesară, un semn uniform sub forma unei linii subțiri ar trebui să apară pe sticlă la locul tăiat. Când tăiați sticla cu un tăietor de sticlă, puteți auzi un sunet neted cu un ușor trosnet specific, ceea ce indică faptul că tăierea se face eficient.
Tăierea de proastă calitate, instalarea incorectă a tăietorului de sticlă și presiunea puternică în locul unei linii fine duc la o linie aspră - o zgârietură cu formarea de praf de sticlă, în urma căreia sticla nu se sparge de-a lungul liniei de tăiere. Cuțitul de sticlă cu diamant trebuie ținut astfel încât unghiul ascuțit format între diamant și planul de sticlă să fie în direcția de tăiere.
După ce s-a format o linie de tăiere subțire, sticla este spartă și fâșii înguste de sticlă (5–10 mm) sunt sparte cu un ciocan de sticlă (Fig. 169, V), în canelura în care este introdusă partea spartă a sticlei. După terminarea tăierii, pentru a facilita spargerea, sticla de pe partea opusă se bate ușor și cu grijă cu un ciocan până se obține o fisură inițială, după care se sparge segmentul. De asemenea, puteți sparge benzi înguste de sticlă cu un clește, ale căror fălci sunt învelite în material elastic (cauciuc).
Când tăiați sticla cu suprafața locului de tăiat lubrifiată cu kerosen sau terebentină, calitatea tăierii se îmbunătățește și nu se formează așchii și așchii. În plus, sticla se sparge mai ușor la tăiere.
Capetele tăiate ale paharului sunt, de asemenea, sparte pe marginea mesei (Fig. 169, G), pentru care sticla este așezată astfel încât capătul tăiat să atârne în jos. Pentru a facilita spargerea pe partea inferioară, sticla este bătută cu atenție de-a lungul liniei de tăiere până se formează o fisură (inițială), apoi cu mâna dreaptă, îmbrăcată într-o mănușă, se ia capătul agățat, iar cu mâna stângă se ia. apăsat pe masă și sticla este spartă astfel încât secțiunea să fie separată de-a lungul liniei de tăiere.
Trebuie avut în vedere că în timp, marginile diamantului devin plictisitoare, drept urmare presiunea tăietorului de sticlă asupra sticlei în timpul tăierii crește. Mai mult, presiunea trebuie adusă până la punctul în care tăietorul de sticlă să taie sticlă subțire și să poată fi folosit doar pentru a tăia sticlă groasă.
Pentru a evita deteriorarea prematură a tăietorului de sticlă la sfârșitul tăieturii (3–5 mm), trebuie să reduceți ușor presiunea asupra tăietorului de sticlă pentru a preveni desprinderea bruscă de pe sticlă și deteriorarea muchiei de tăiere a diamantului pe marginea paharului. Este imposibil să tăiați sticla în mod repetat în același loc. În cazul în care este necesar să faceți o tăietură în același loc, trebuie să vă abateți ușor de la vechea linie de tăiere cu aproximativ 0,5–1 mm. Este strict interzisă supunerea tăietorului de sticlă cu diamant la impact. Odată ce tăierea este completă, aceasta trebuie curățată de praful de sticlă și plasată într-o cutie.
Dacă o muchie de tăiere a unui tăietor de sticlă de tip 1 devine tocită, trebuie să întoarceți diamantul (cutter) și să puneți în funcțiune o nouă muchie ascuțită. Pentru a face acest lucru, slăbiți șurubul de blocare, scoateți cu grijă tăietorul din ciocan, rotiți-l cu 90° și introduceți-l în locul inițial, astfel încât cristalul de diamant să iasă din corpul ciocanului cu 1-3 mm. Apoi strângeți șurubul și fixați diamantul în poziția de lucru.
Orez. 169. Tehnici de tăiere a sticlei cu ajutorul unei rigle: a – cu un tăietor de sticlă diamant; b – tăietor de sticlă cu role; c – spargerea unei bucati de sticla cu ajutorul unui ciocan de sticla; d – o bucată de sticlă cu mâna
Când tăiați sticla cu un tăietor de sticlă cu role, acesta trebuie ținut perpendicular pe planul sticlei, iar tăietorul de sticlă este ținut în mâna dreaptăîntre degetul mare și mijlociu sau între degetul mare, mijlociu și inelar, apăsând deasupra cu degetul arătător (vezi Fig. 169).
Când tăiați cu un tăietor de sticlă cu role, forța (presiunea) este mai mare decât atunci când lucrați cu un tăietor de sticlă diamant. După cum s-a menționat mai devreme, fiecare rolă poate tăia până la 350 de metri liniari înainte de re-șlefuire, după care este înlocuită.
Când tăiați cu un tăietor de sticlă, este necesar ca paharul să se așeze strâns pe masă atunci când se taie după un șablon, acesta din urmă este apăsat pe sticlă cu mâna stângă, iar tăietorul de sticlă este ținut cu dreapta; tăind cu ajutorul unei riglă, se apasă și pe geam cu mâna stângă.
Paharele mici sunt tăiate folosind un șablon realizat din aceeași sticlă. Lungimea și lățimea sunt reduse față de dimensiunile necesare sticlei cu jumătate din lățimea cadrului tăietorului de sticlă. Tăierea sticlei folosind un șablon de sticlă se face astfel: așezați șablonul pe o foaie de sticlă, folosind marginile șablonului ca riglă. Marcarea și tăierea sticlei se efectuează pe mese.
Tăierea sticlei se poate face prin încălzirea intensă a sticlei de-a lungul liniei de tăiere, drept urmare se rupe exact de-a lungul liniei intenționate.
Tăierea sticlei cu un tăietor electric de sticlă. Tăierea manuală a sticlei este o muncă care necesită multă muncă. Mai progresivă este tăierea sticlei folosind instalația electrică ERS-1.
Instalația electrică (Fig. 170) este o masă metalică formată dintr-un cadru dreptunghiular, la a cărui parte inferioară sunt sudate în colțuri cuplaje cu un diametru de 22 mm, în care picioarele din țevi sunt înșurubate în filete. Pentru a crea rigiditatea structurii, picioarele sunt conectate prin bretele - legături. Suprafața mesei este acoperită cu tablă de oțel de 2 mm grosime. Pentru a evita deformarea sau deformarea la încălzirea bobinei electrice, cadrul pe partea de lucru este întărit cu colțuri metalice de 50x50 mm.
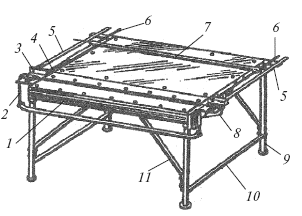
Orez. 170. Instalatie electrica pentru taierea sticlei tip ERS-1: 1 – masa; 2 – acţionare electrică cu bornă; 3 – spirală nicrom; 4 – sipci de azbociment cu canelura; 5 – riglă de mărime; 6 – tije de ghidare; 7 – rigla de oprire; 8 – izolator ceramic; 9 – picioare; 10, 11 – conexiuni de rigidizare – bretele
Pe masă este așezată o șipcă de azbest-ciment, în canelura căreia se află o spirală de nicrom. Capetele spiralei sunt conectate la cleme - contacte introduse în izolatoare ceramice, la capetele cărora se află arcuri de retur. Pentru a evita atingerea sticlei, spirala trebuie să fie la o distanță de 0,2 mm de marginea superioară a șinei.
Pentru a tăia sticla la dimensiunea necesară, pe suprafața mesei este plasat un șablon, format din două tije cu diametrul de 12 mm și tuburi de ghidare conectate la o riglă de oprire. Înainte de a începe lucrul, sticla de tăiat trebuie curățată de praf, murdărie, așchii etc. Lucrările la instalare se efectuează astfel: șablonul se așează pe dimensiunea dorită a sticlei astfel încât distanța de la opritor la spirală. este egală cu dimensiunea sticlei și se fixează în această poziție cu ajutorul clemelor (aripi), după care instalația este conectată la rețea. Când spirala se încălzește până la o strălucire slabă, sticla care trebuie tăiată este așezată pe ea, astfel încât o margine să se apropie de rigla de oprire, iar avionul se sprijină pe spirală. Din cauza unei schimbări bruște de temperatură, sticla se sparge de-a lungul liniei de încălzire, după care instalația este deconectată de la sursa de alimentare.
Există o mare varietate de helminți în natură. Atacă orice organism viu....

Citind istoria celei de-a doua expediții din Kamchatka a lui Vitus Bering, am observat...

Istoria steagurilor este fascinantă de studiat în multe feluri. Prin urmare, probabil vei...