自然界には多種多様な蠕虫が存在します。 彼らはあらゆる生物を攻撃します...

主要なテクノロジーがいくつかあります。 モスクワでのガラス切断しかし、最も効果的で経済的な方法の 1 つは、この範囲の作業を特殊な機械である自動切断テーブルで実行することであると考えられています。 このような生産ユニットは、非常に複雑なパターンに従ってもブランクを切断するように適合されています。 機構の動作の調整は、短時間内にさまざまな機械コンポーネントに多数の正確で同期した連続コマンドを送信できる、コンピューター化された NC タイプのシステムを使用して確実に行われます。 特別なプログラム コードがコンピュータ内で生成され、リムーバブル ストレージ デバイスをマシンに接続するか、ローカル ネットワーク経由でリアルタイムに、そこからテーブル コントロール システムに転送されます。
機械によっては輪郭だけを描いて切断するタイプもあり、実際の切断は手作業で行われます。 より最新のモデルでは、鏡やガラスの完全自動切断を実行できます。 ほとんどの場合、プロセスは次のようになります。
カッティングヘッドは、毎分 200 ストロークの速度で、プログラムされたパターンに従ってシートを引っ掻きます。
ガラスはコンベアによって慎重にテーブルに移送され、そこでワークピースの余分な部分が傷の輪郭に沿って分離されます。
場合によっては両側をカットする必要があるかもしれません。 これは、両面合わせガラスを加工する場合など、片面のみの切り込みに沿ってワークを切断できない場合などに必要となります。 処置中、切断要素はブレードの両側を 1 つのパターンで同期または交互に移動します。 輪郭パターンを適用した後、まずシートを破壊し、次にラミネートフィルムを焼成します。
自動切断テーブルの最も一般的なモデルは、防食塗料と着色エナメルでコーティングされた溶接金属パイプで作られています。 テーブルの表面にはフェルトコーティングが施されており、ガラスを損傷から保護し、エアクッションの効率を大幅に高めます。 シートと作業面の間にこのようなクッションを作成するために、機械の設計に強力なファンが装備されています。 高密度の空気層が摩擦を和らげ、テーブル上のワークピースの位置を変更する操作を簡素化します。
と 良い設備オペレーターの仕事は、加工する材料をテーブルにセットし、切断パラメータを設定し、スタートボタンを押すことです。
)。 操作中、定規はガラスにしっかりと押し付けられ、ガラスカッターは定規にしっかりと押し付けられます。 切削中の工具の振動により、工具はすぐに使用できなくなります。
ダイヤモンド ガラス カッターを親指と人差し指でハンマーの位置に合わせて持ちます。 ガラスカッターを軽く押し(鉛筆のような感じ)、ツールを傾けてガラスをカットします。 ガラスカッターが正しく取り付けられていることと、ガラスカッターにかかる圧力がかかっていることは、ガラスに薄くて無色のきれいな線の形で均一な跡が残ることによって確認されます。 ガラスを切断するとき、ダイヤモンドはパチパチという特徴的な音を伴う均一な音を発します。これは、ダイヤモンドがガラスの表面を 10 分の 1 ミリメートルに相当する非常に浅い深さまで切断していることを示しています。 このマークは、虫眼鏡を通してガラスを割った後にのみ見ることができます。 広い傷と白いガラスの粉は、ツールがガラスに対して正しく取り付けられていない、または強く押し付けられすぎていることを示しています。 ダイヤモンドのエッジが鈍くなるにつれて、圧力は徐々に増加します。
ガラス端に3~5mm到達する前に圧力を弱め、工具がガラスから外れるのを防ぎ、ガラス端のダイヤモンドの刃先や、ガラスが置かれている硬い物体を傷つけません。ガラスが横たわっている。 同じラインに沿って繰り返し切断したり、ダイヤモンドクリスタルに衝撃を与えたり、ガラスカッターをケースに入れないで保管したり、濡れた汚れたガラスを切断したりしないでください。 ツールのマークのある側が定規に隣接している必要があります。 ローラーガラスカッターを親指と中指、または親指と中指と薬指でガラス面に垂直に持ち、人差し指で上から押します。 このガラスカッターは作業中に白いカットラインを残します。
ガラスは、切断が行われるテーブルの端で破損することがほとんどです。 テーブルトップは水平である必要があります。 布を貼っておくと良いですよ。 ガラスカッターで切断した後、ガラスをテーブルの端に移動します (図 111、a)。 片手でガラスをテーブルに押し付け、もう一方の手で垂れ下がっている端を押して割ります。 ガラスが割れにくい場合は、切断線を下から工具で亀裂が入るまで叩いてください。 (これらの要件は両方のガラス カッターで同じです。) これは、大きな破片がどのように壊れるか、小さな破片がガラス カッターで切り取られ、スリットまたはペンチでガラスを掴む方法です (図 111、b、c)。
鋭利な工具を使用して作業する場合、カットラインに対してガラスを側面からわずかに持ち上げるだけで十分であり、ガラスが破損します。
ガラスの合理的な切断。切断を誤ると、使用できない端材が大量に発生します。 2 つの例を見てみましょう。
例 1. 1200x600 mm のガラス板から、500x300 mm のガラスをカットする必要があります。 合理的な切断により、必要なサイズのガラスが4枚得られ、残りは幅200 mm、長さ600 mmです(図112、a)。 この場合、ガラスカッターを使用して全長2200mmの線を引く必要があります。 不合理な切断 (図 112、b) を使用すると、幅 100 mm、長さ 1200 mm の残りを持つ指定されたサイズのガラスが 4 枚得られます。 この場合、全長2700mm、つまり500mm以上のカットラインを引く必要があります。
例 2. 1200x800 mm のガラス板から、長さ 700 mm、幅 300 mm のガラスを切断する必要があります。 で この場合 700x300 mm のガラス 3 枚と幅 200 mm のトリム 2 枚、または同じサイズのガラス 2 枚と 800x500 mm のガラス 1 枚と幅 200 mm のトリムを入手できます。
窓またはドアのガラスは、幅の 3/4 だけリベートと重なる必要があります。 したがって、ガラスの端とリベートの高さの間に少なくとも 2 mm の隙間がなければなりません。 たとえば、折り目の高い側の間の距離が長さ1000 mm、幅700 mmの場合、挿入用のガラスは長さ996〜997 mm、幅696〜697 mmでなければなりません(図112、c) )。
これは、挿入されたガラスがリベートの高い側面の間のスペースに自由に収まるようにするため、また、木材が濡れて膨張した場合に、木がガラスに圧力をかけ、割れにつながることのないようにするために必要です。
窓やドアにガラスを入れる場合は、まず挿入するガラスを完全にカットし、折り目のほこりや汚れを取り除き、パテを準備してからガラスを挿入し、固定してパテでコーティングする必要があります。
ガラスは指定されたサイズに切断され、マークが付けられ、ラックに積み重ねられます。 ガラスの調達とパテの準備は、原則として作業場で集中的に行われ、ガラスはシーラント、シーラント、設置および固定材料を備えた必要な寸法で建設現場に供給される必要があります。
特定の施設(建物または住宅用建物の一部)用に組み立てられたコンテナに入った調製ガラスは、建設現場に集中的に供給されます。
ガラスの切断は、破片やガラスの破片などの無駄をできるだけ少なくするために合理的に行う必要があります。
ガラスを切断するときは、ガラスの幅と長さのサイズが、リベートの内側の端の間のサイズよりも 4 ~ 6 mm、つまり両側で 2 ~ 3 mm 小さくなければならないことを考慮する必要があります。 これは、ガラスをビンディングに簡単に挿入できるようにするため、またビンディングの木材が膨張してもガラスが縮んで割れないようにするために必要です。
金属製のビンディングは気温が低いと収縮し、ガラスと折り目の間に 2 ~ 3 mm の隙間があると、ガラスの破損も防止されます。
切断する前に、ガラスにほこり、汚れ、気泡、凹凸、亀裂がないことが必要です。 冷たくて濡れたガラスは切断できません。ガラスを温めてから拭き、その後ガラスを切断する必要があります。
切断を開始する前に、ガラスを箱から取り出し、真空吸引装置を使用してテーブル上に置きます。
ガラスはダイヤモンドでカットされます (図 169、 あ) とローラー (図 169、 b) 硬質合金製のガラスカッター。 クリスタルの強度が高いため、ダイヤモンド ガラス カッターは切れ味が良く、長持ちします。 のために 高品質の切断ガラスやダイヤモンドガラスカッターを長期間使用する場合は、ガラスを清潔で乾燥した場所、すりガラスや波形ガラスなどの滑らかな表面で切断する必要があります。 濡れて汚れたガラスはガラスカッターの切れ味を鈍らせるため、切断面を乾いた布で拭いてください。 通常、濡れてほこりや汚れのあるガラスは両面を拭き、カットする前に置いて乾燥させます。 定規や型紙に従ってガラスをカットし、動かないようにガラスにしっかりと押し付ける必要があります。 ガラスを切断するための定規は、滑らかで厳密に真っ直ぐで、厚さが約 8 ~ 10 mm である必要があります。
カットするときは、ガラスカッターを右手で持ち、親指と人差し指でハンマーを持ち、カット部分にガラスカッターを置きます。 切断時は、ガラスカッターをガラス切断面に対して垂直または若干傾けて設置し、切断力は小さくしてください。 ガラス平面に対するガラスカッターの必要な傾斜は、実験的なテストカットによって決定されます。 ガラスカッターがガラス面に正しく取り付けられ、必要な圧力が加えられると、ガラスの切断箇所に細い線の形で均等な跡が現れるはずです。 ガラスカッターでガラスを切断すると、「パチパチ」というわずかな独特の音が聞こえ、効率よく切断できていることが分かります。
切断の品質が悪く、ガラスカッターの取り付けが間違っており、細い線ではなく強い圧力がかかると、ガラスの粉が発生して傷ができ、その結果、ガラスは切断線に沿って割れません。 ダイヤモンドガラスカッターは、ダイヤモンドとガラス面との間に形成される鋭角が切断方向になるように保持する必要があります。
細いカットラインが形成された後、ガラスを割り、ガラスハンマーを使用して細いガラス片 (5 ~ 10 mm) を割ります (図 169、 V)を、ガラスの割れた部分を差し込む溝に差し込みます。 切断が完了したら、割れやすくするために、反対側のガラスを最初の亀裂が入るまでハンマーで軽く慎重に叩き、その後セグメントを割ります。 先端が弾性素材(ゴム)で包まれているペンチを使って、細いガラス片を割ることもできます。
切断面に灯油やテレビン油を塗布してガラスを切断すると、切断品質が向上し、切り粉が発生しにくくなります。 また、ガラスは切断時に割れやすくなります。
ガラスの切断端もテーブルの端で割れています (図 169、 G)、ガラスの切り口が垂れ下がるように敷きます。 底面を割りやすくするために、ガラスのカットラインに沿って亀裂(初期)ができるまで慎重に叩き、ミトンをした右手で垂れ下がった端を取り、左手で亀裂を入れます。テーブルに押し付けるとガラスが割れ、切断線に沿って切片が分離されます。
時間の経過とともに、ダイヤモンドのエッジが鈍くなり、その結果、切断中にガラスにかかるガラスカッターの圧力が増加することを考慮する必要があります。 さらに、ガラスカッターが薄いガラスを切断し、厚いガラスを切断するためにのみ使用できる程度まで圧力を加える必要があります。
カット終了時 (3 ~ 5 mm) でガラス カッターが早期に損傷するのを防ぐには、ガラス カッターにかかる圧力をわずかに弱めて、ガラス カッターが突然ガラスから外れてダイヤモンドの刃先が損傷するのを防ぐ必要があります。ガラスの端。 ガラスを同じ場所で何度もカットすることは不可能です。 同じ場所をカットする必要がある場合は、元のカットラインから0.5〜1 mm程度ずらす必要があります。 ダイヤモンドガラスカッターに衝撃を与えることは固く禁じられています。 カットが完了したら、ガラスの粉を取り除き、ケースに入れます。
タイプ 1 ガラス カッターの片方の刃先が鈍くなった場合は、ダイヤモンド (カッター) を回転させて新しい鋭い刃先を使用する必要があります。 これを行うには、固定ネジを緩め、慎重にカッターをハンマーから取り外し、90°回転させて元の場所に挿入し、ダイヤモンド結晶がハンマー本体から 1 ~ 3 mm 突き出るようにします。 次に、ネジを締めてダイヤモンドを作業位置に固定します。
米。 169.定規を使用してガラスを切断するテクニック: a – ダイヤモンド ガラス カッターを使用する。 b – ローラーガラスカッター。 c – ガラスハンマーを使用してガラス片を破壊する。 d – 手作業によるガラス片
ローラー ガラス カッターでガラスを切断するときは、ガラスの平面に対して垂直に保持する必要があり、ガラス カッターは内側に保持されます。 右手親指と中指の間、または親指、中指、薬指の間で上を人差し指で押します(図 169 を参照)。
ローラーガラスカッターで切断する場合、ダイヤモンドガラスカッターよりも大きな力(圧力)がかかります。 前述したように、各ローラーは再研磨する前に最大 350 直線メートルを切断でき、再研磨後は交換されます。
ガラスカッターで切断する場合、テンプレートに従って切断するときは、ガラスを左手でガラスに押し付け、右手でガラスカッターを保持する必要があります。定規を使ってカットすると同時に、左手でガラスに押し付けます。
小さなガラスは、同じガラスから作られたテンプレートを使用してカットされます。 長さと幅は、必要なガラス寸法に対して、ガラスカッターフレームの幅の半分だけ縮小されます。 ガラス テンプレートを使用したガラスの切断は、次のように行われます。テンプレートの端を定規として使用し、ガラス シート上にテンプレートを置きます。 ガラスのマーキングやカットはテーブル上で行われます。
ガラスの切断は、切断線に沿ってガラスを強く加熱することで行うことができ、その結果、意図した線に沿って正確に切断されます。
電動ガラスカッターでガラスをカットします。 手作業でガラスをカットするのは大変な労力を要する作業です。 より進歩的なのは、ERS-1 電気設備を使用したガラスの切断です。
電気設備(図170)は長方形のフレームで構成された金属テーブルであり、その下部には直径22 mmのカップリングが隅に溶接されており、そこにパイプで作られた脚がねじ山にねじ込まれています。 構造の剛性を高めるために、脚はブレース、つまりタイで接続されています。 テーブルの表面は厚さ2mmの鋼板で覆われています。 電気コイル加熱時の反りや歪みを避けるため、作業側のフレームは50×50mmの金属コーナーで補強されています。
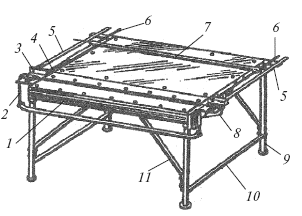
米。 170.板ガラス切断用の電気設備、タイプ ERS-1: 1 – テーブル; 2 – 端子付き電気駆動; 3 – ニクロムスパイラル; 4 – 溝付きアスベストセメントラス; 5 – サイズ定規。 6 – ガイドロッド。 7 – 定規を停止します。 8 – セラミック絶縁体。 9 – 脚。 10、11 – 接続の強化 – ブレース
アスベストセメントラスがテーブルの上に置かれ、その溝にはニクロムスパイラルがあります。 スパイラルの端はクランプ、つまりセラミック絶縁体に挿入された接点に接続されており、その端にはリターンスプリングがあります。 ガラスに触れないようにするために、スパイラルはレールの上端から 0.2 mm の距離にある必要があります。
ガラスを必要なサイズに切断するには、直径 12 mm の 2 本のロッドとストップ定規に接続されたガイド チューブで構成されるテンプレートをテーブル表面に置きます。 作業を開始する前に、切断するガラスからほこり、汚れ、削りくずなどを取り除く必要があります。取り付け作業は次のように実行されます。テンプレートは必要なサイズのガラスに取り付けられ、ストップからスパイラルまでの距離が一定になるようにします。ガラスのサイズと同じであり、クランプ(ラム)を使用してこの位置に固定され、その後、設置が主電源に接続されます。 スパイラルがほのかに光るまで加熱されたら、切断するガラスをその上に置き、その一端が停止定規に近づくようにし、平面をスパイラル上に置きます。 急激な温度変化により、ガラスが加熱線に沿って破損し、その後設備が電源から切断されます。

