Description: War Thunder is a next generation military MMO game dedicated to...

There are several main technologies that are used to cutting glass in Moscow and region, but one of the most effective and economical methods is the implementation of this range of work on a special machine - a table for automatic cutting. Such production units are adapted for cutting blanks even according to very complex schemes. The coordination of the mechanism's actions is ensured by computerized systems such as NC, capable of sending a large number of precise synchronized and sequential commands to various machine nodes within a short period of time. A special program code is generated in the computer, and from there it is transmitted to the table control system - by connecting a removable media to the machine or in real time via a local network.
Some types of machines outline only the contour for cutting, and direct breaking off is performed manually. More modern models can perform fully automatic cutting of mirrors and glass. Most often, the process looks like this:
The cutting head scratches the sheet at a speed of 200 strokes per minute according to the programmed pattern.
The glass is carefully transferred by a conveyor to the table, where the excess sections of the workpiece are separated along the contour of the scratches.
Sometimes it may be necessary to do double-sided cutting. This is necessary, for example, when processing glass laminated on both sides, when it is impossible to cut the workpiece along a notch applied to only one of the surfaces. During the procedure, the cutting element moves on both sides of the blade in one pattern, synchronously or alternately. After applying the contour drawing, the sheet is first broken, and then the laminating film is burned through.
The most common models of automatic cutting tables are made of welded metal pipes coated with anti-corrosion paint and colored enamel. The surface of the table is equipped with a felt coating, which protects the glass from damage and greatly improves the efficiency of the air cushion. To create such a cushion between the sheet and the working surface, a powerful fan is provided in the design of the machine. A dense layer of air softens friction and simplifies manipulations to change the position of the workpiece on the table.
FROM good equipment the operator's job is to load the material to be processed on the table, set the cutting parameters and press the start button.
). During operation, the ruler is pressed tightly against the glass, and the glass cutter is pressed against the ruler. Vibration of the tool during cutting quickly makes it unusable.
The diamond glass cutter is taken with the thumb and forefinger so that they are at the hammer. Lightly press on the glass cutter (like a pencil), tilt the tool and cut the glass. The correct installation of the glass cutter and the force of pressure on it is confirmed by the even mark left on the glass in the form of a thin, colorless clean line. When cutting glass, the diamond should make an even sound with a characteristic crackle, indicating that the diamond cuts the glass surface to a very shallow depth, equal to tenths of a millimeter. This trace can only be seen after the glass is broken through a magnifying glass. A wide scratch and white glass dust indicate that the tool is not set correctly in relation to the glass or that it is being pressed hard. As the face of the diamond becomes dull, the pressure is gradually increased.
Before reaching the edge of the glass by 3-5 mm, the pressing force is reduced in order to prevent the tool from leaving the glass and thereby not damage the cutting edge of the diamond on the edge of the glass or a solid object on which the glass lies. You can not repeatedly cut along the same line, expose the diamond crystal to blows, store the glass cutter without a case, cut wet and dirty glass. The side of the tool with the mark should be adjacent to the ruler. The roller glass cutter is held perpendicular to the plane of the glass between the thumb and middle fingers or the thumb, middle and ring fingers, pressing from above with the index finger. During operation, this glass cutter leaves a white notch line.
Break glass most often on the edge of the table on which cutting is performed. The top of the table must be level. It's good to put some fabric on it. After cutting with a glass cutter, the glass is moved to the edge of the table (Fig. 111, a). With one hand they press the glass to the table, and with the other they press on the overhanging end and break it. If the glass breaks with difficulty, then tap the tool from the underside along the notch line until a crack appears. (These requirements are the same for both glass cutters.) This is how large pieces are broken, small ones are broken off with a glass cutter, grabbing the glass with slots or pliers (Fig. 111, b, c).
When working with a sharp tool, it is enough to slightly lift the glass from the sides against the notch line, and the glass breaks.
Rational cutting of glass. Incorrect cutting results in a large number of unusable scraps. Let's consider two examples.
Example 1. From a sheet of glass measuring 1200x600 mm, glass measuring 500x300 mm should be cut. With rational cutting, four glasses of the required size are obtained with a remainder of 200 mm wide and 600 mm long (Fig. 112, a). In this case, it is necessary to draw a line with a total length of 2200 mm with a glass cutter. With irrational cutting (Fig. 112, b), we also obtain four glasses of the indicated size with a remainder 100 wide and 1200 mm long. In this case, it is necessary to draw a notch line with a total length of 2700 mm, i.e. 500 mm more.
Example 2. From a sheet of glass measuring 1200x800 mm, it is required to cut glass with a length of 700 and a width of 300 mm. AT this case it is possible to obtain three panes of size 700x300 mm with two trims 200 mm wide, or two panes of the same size and one of 800x500 mm with a trim 200 mm wide.
Glass for windows or doors should cover their folds by 3/4 of the width. Thus, there must be a gap of at least 2 mm between the glass edge and the rebate height. For example, if the distance between the high sides of the folds is 1000 mm long and 700 mm wide, the insert glass should have a length of 996-997 and a width of 696-697 mm (Fig. 112, c).
This is necessary so that the inserted glass freely enters the space between the high sides of the folds, and in case of wetting and swelling of the wood, so that the latter does not press on the glass, which leads to its splitting.
When glazing windows and doors, you should first completely cut the glass to be inserted, clean the folds from dust and dirt, prepare putty and then proceed to insert the glass, fixing it and coating it with putty.
Glass cutting is carried out according to the specified dimensions with marking and folding them into racks. The preparation of glass and the preparation of putties, as a rule, should be carried out centrally in workshops, while the glass should be supplied to the construction site according to the required dimensions complete with a sealant, sealants, as well as installation and fastening materials.
Prepared glass in containers assembled for a specific object - a building or a section of a residential building, is centrally delivered to the construction site.
Cutting glass must be carried out rationally so that there is as little waste as possible - cuts and broken glass.
When cutting glass, it should be taken into account that the size of the glass in width and length should be 4–6 mm smaller than the size between the inner edges of the fold, i.e., 2–3 mm on each side. This is necessary so that the glass can be easily inserted into the binding and, in addition, when the wood of the binding swells, the glass does not shrink or break.
Metal bindings shrink at low air temperatures, and a gap of 2-3 mm between the glass and the fold will also prevent glass breakage.
Before cutting, the glass must be free from dust, dirt, bubbles, bumps, cracks. It is impossible to cut cold and wet glass, it must be warmed up, wiped, and then proceed to cutting glass.
Prior to cutting, the glass is taken from the box and placed on the table with the help of a vacuum suction cup.
They cut glass with a diamond (Fig. 169, a) and roller (Fig. 169, b) glass cutter made of hard alloys. Due to the high strength of the crystal, the diamond glass cutter cuts better and lasts longer. For high-quality glass cutting and long-term operation of a diamond glass cutter, it is necessary to cut glass in a clean and dry place, frosted and corrugated glass - on a smooth surface. Wet, dirty glass will dull the glass cutter, so clean the cut with a dry cloth. Usually wet, dusty, dirty glass is rubbed on both sides and set before cutting to dry. You need to cut the glass according to the ruler, the template, be sure to firmly press them to the glass without shifts. The ruler for cutting glass should be even, strictly straight and have a thickness of about 8–10 mm.
When cutting, the glass cutter is held like this: they take it with the right hand, hold the hammer with the thumb and forefinger, then the glass cutter is placed in place of the cut. When cutting, the glass cutter is installed vertically or with a slight inclination to the glass cutting plane, and the cutting force should be small. The required inclination of the glass cutter to the plane of the glass is determined by experimental, trial cuts. With the correct installation of the glass cutter to the plane of the glass and the necessary pressure, an even mark on the glass in the form of a thin line should appear at the incision site. When cutting glass with a glass cutter, an even sound is heard with a slight specific crackle, which indicates that the cutting is carried out with high quality.
With poor-quality cutting, improper installation of the glass cutter and strong pressure, instead of a thin line, a rough line is obtained - a scratch with the formation of glass dust, as a result of which the glass breaks not along the notch line. The diamond glass cutter must be held so that the sharp angle formed between the diamond and the plane of the glass is in the direction of cutting.
After the formation of a thin notch line, the glass is broken, and narrow strips of glass (5–10 mm) are broken with the help of a glass-cutting hammer (Fig. 169, in), into the groove of which the part of the glass to be broken is inserted. At the end of cutting the glass, to facilitate the fracture on the opposite side, the hammer lightly and gently taps until the initial crack is obtained, after which the segment is broken. You can also break narrow strips of glass with pliers whose jaws are wrapped in an elastic material (rubber).
When cutting glass with lubricating the cut surface with kerosene or turpentine, the cutting quality improves, and chips and chips do not form. In addition, glass breaks more easily when cut.
Breaking the cut ends of the glass is also carried out on the edge of the table (Fig. 169, G), for which the glass is laid so that the cut end hangs down. To facilitate breaking from the lower side, the glass is gently tapped along the notch line until a crack (initial) is formed, then the right hand, dressed in a mitten, is taken by the overhanging end, and the left one is pressed against the table and the glass is broken so that the separation of the segment goes along the notch line.
It should be noted that over time, the edges of the diamond become dull, as a result of which the pressure of the glass cutter on the glass increases during cutting. Moreover, the pressure has to be brought to the point that the glass cutter cuts thin glass and it can only cut thick glass.
To avoid premature damage to the glass cutter at the end of the notch (3-5 mm), it is necessary to slightly reduce the pressure on the glass cutter in order to prevent it from abruptly leaving the glass and damaging the cutting edge of the diamond against the glass edge. It is impossible to re-cut glass in the same place. In the case when it is necessary to make a cut in the same place, you need to deviate somewhat from the old cut line by about 0.5–1 mm. It is strictly forbidden to subject the diamond glass cutter to impacts. At the end of the cut, it must be cleaned of glass dust and placed in a case.
When one cutting edge of a type 1 glass cutter becomes dull, the diamond (cutter) must be rotated and a new sharp edge put into operation. To do this, the locking screw is loosened, the cutter is carefully removed from the hammer, rotated 90°, inserted into its original place so that the diamond crystal protrudes from the hammer body by 1–3 mm. After that, the screw is wrapped and the diamond is fixed in the working position.
Rice. 169. Techniques for cutting glass along a ruler: a - with a diamond glass cutter; b - roller glass cutter; c - a fragment of a piece of glass with a hammer-glass cutter; g - a piece of glass by hand
When cutting glass with a roller glass cutter, it must be held perpendicular to the plane of the glass, and the glass cutter is held in right hand between the thumb and middle fingers or between the thumb, middle and ring fingers, pressing on top with the index finger (see Fig. 169).
When cutting with a roller glass cutter, the force (pressure) is greater than when working with a diamond glass cutter. As mentioned earlier, each roller can cut up to 350 linear meters before regrinding, after which it is replaced.
When cutting with a glass cutter, it is necessary that the glass lies tightly on the table, when cutting according to the template, the latter is pressed against the glass with the left hand, and the glass cutter is held with the right hand, and when cutting along the ruler, it is also pressed against the glass with the left hand.
Small glasses are cut according to a template made from the same glass. The length and width are reduced against the required glass dimensions by half the width of the glass cutter frame. Cutting glass on a glass template is done as follows: put the template on a sheet of glass, using the edges of the template as a ruler. Marking, glass cutting is carried out on the tables.
Glass cutting can be carried out by intense heating of the glass along the cut line, as a result of which it bursts exactly along the intended line.
Cutting glass with an electric glass cutter. Cutting glass by hand is labor intensive work. More progressive is the cutting of glass by means of the ERS-1 electrical installation.
The electrical installation (Fig. 170) is a metal table consisting of a rectangular frame, to the lower part of which couplings with a diameter of 22 mm are welded in the corners, into which legs made of pipes are screwed onto the thread. To create structural rigidity, the legs are connected by braces - ties. The surface of the table is covered with sheet steel 2 mm thick. In order to avoid warping or distortion when the electric coil is heated, the frame on the working side is reinforced with metal corners 50x50 mm.
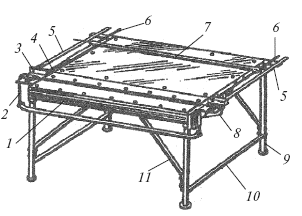
Rice. 170. Electrical installation for cutting sheet glass type ERS-1: 1 - table; 2 – electric drive with terminal; 3 - nichrome spiral; 4 - asbestos-cement lath with a groove; 5 - dimensional ruler; 6 - guide rods; 7 - persistent ruler; 8 – ceramic insulator; 9 - legs; 10, 11 - stiffeners - braces
An asbestos-cement lath is placed on the table, in the groove of which there is a nichrome spiral. The ends of the spiral are connected to clamps - contacts inserted into ceramic insulators, at the ends of which there are return springs. To avoid touching the glass, the spiral should be at a distance of 0.2 mm from the top edge of the lath.
To cut glass to the required size, a template is placed on the table surface, consisting of two rods with a diameter of 12 mm and guide tubes connected to a stop ruler. Before starting work, the glass to be cut must be cleaned of dust, dirt, chips, etc. Work on the installation is carried out as follows: the template is set to the required glass size so that the distance from the stop to the spiral is equal to the size of the glass, and it is fixed in this position by means of clamps (lamb), after which the unit is connected to the mains. When the spiral heats up to a weak glow, the glass to be cut is placed on it so that it comes close to the stop ruler with one edge, and lies flat on the spiral. Due to a sharp temperature drop, the glass exactly bursts along the heating line, after which the installation is disconnected from the mains.
Description: War Thunder is a next generation military MMO game dedicated to...

"Titan Siege" is a large-scale online game on the theme of Scandinavian and ancient Greek...

Being an avid lover of German tank looks, I spent a lot of time...